





BalTec
プロセスコントローラ
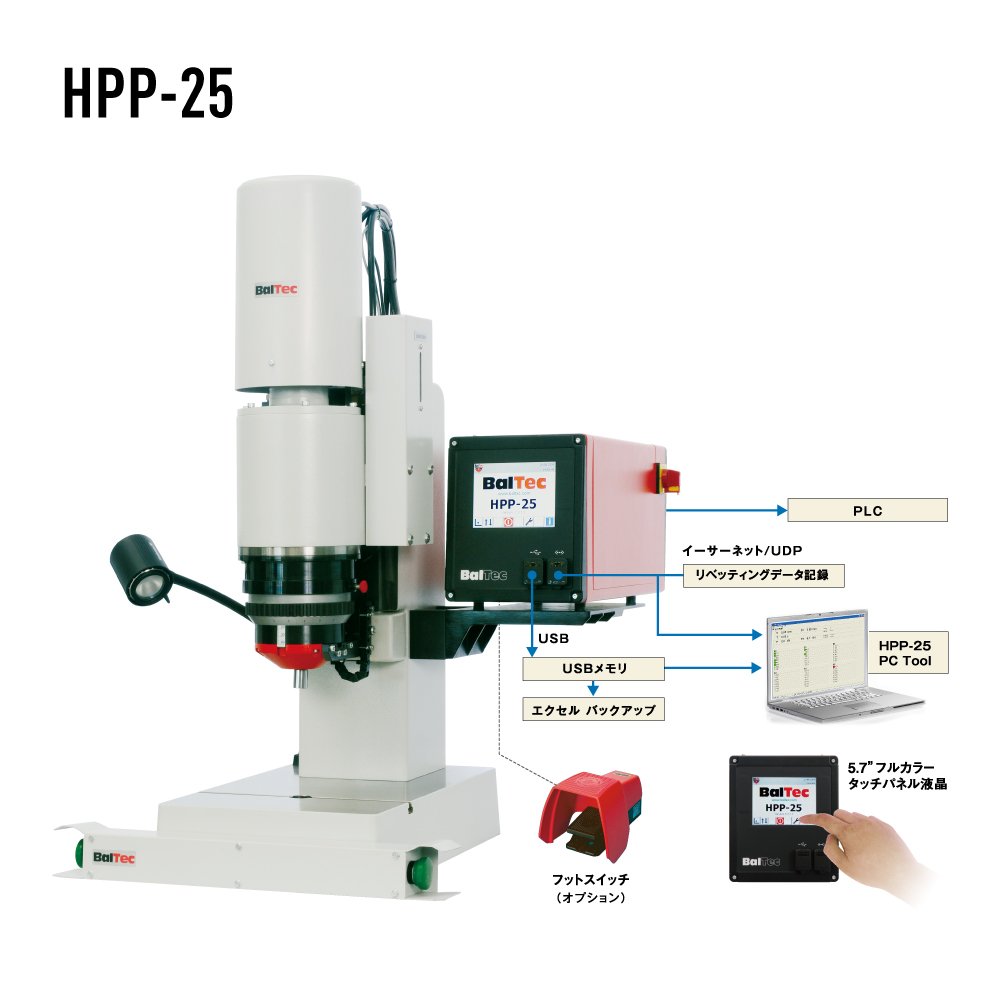
HPP-25
従来のプロセスコントローラから格段に
機能アップ更に使いやすくなった最新版。
- 5.7インチタッチパネル搭載。
- 集約データ測定とグラフ表示。
- 6つのコントロールパラメータ。
- USBインターフェース。
- 39のかしめモード。
- イーサネットインターフェース。
- 従来のプロセスコントローラSTF-1″SuperPlus”、
“Expert”を使用のリベッティングマシンにも
アップデートが可能。 - Windows診断ソフト搭載
-
全品プロセス制御、全品計測により、品質管理を高度化する
スペシャルリベッティング機能搭載。世界に類を見ない、かしめ制御・計測システムが進化し、拡張性・操作性・制御能力を大幅に向上いたしました。
品質管理、生産効率アップ、コストダウン、新商品開発など、現場がかかえる問題を、早く正確に解決するシステムが、ここにあります。
豊富な経験に基づくノウハウを、オールインワンのボディーに集約しています。- ストロークS(mm)、かしめ終了点E(mm)を時間T(sec)、荷重F(kN)のうちひとつをパラメータとし設定値を入力します。
- 残りの3変数について、品質合否の上下限許容値を入力します。
- かしめ後の実測値と上下限許容値を比較し良否判定を行います 。
- かしめ自動運転後、画面には、各変数の上下限値、実測値、判定結果〈OK〉〈ERR〉が表示されます。
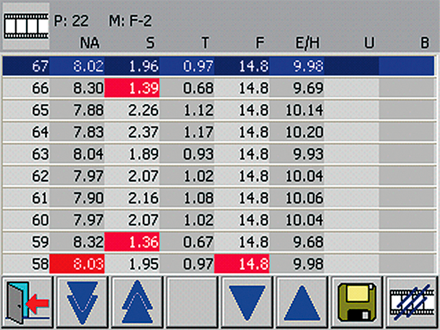
ログデータ画面
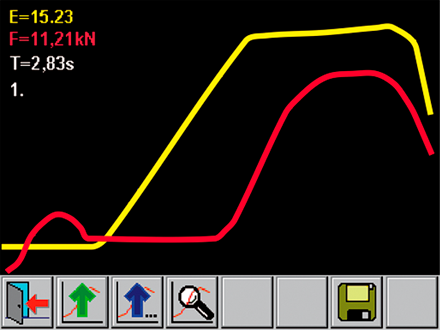
リベッティンググラフ画面
6つのコントロールパラメータ
Sモード:ストロークSを制御パラメータとし、設定値を入力する。リベット上面位置NAを自動検出した後、一定ストロークS量をかしめる。
Eモード:リベット上面位置NAに関係なく、所定位置までかしめ、かしめ終了点NEを一定にする。ワーク高さが一定に仕上がる。
Tモード:ワークにかしめ荷重Fが作用している時間をかしめ時間Tとする。時間Tが設定値に達したら、かしめプロセス完了とする。
Fモード:リベット材料の変形抵抗をかしめ荷重Fとする。かしめ荷重Fが設定値に達するまでかしめる。
Nモード:外部信号入力による制御。
Hモード:リベット仕上げを入力する事で完成高さを制御。操作機能
- 63個のプログラムメモリ
- 2つのプリセットバッチカウンタ
- 狙ったポイントの正確な値を表示
- リベッティングデータをグラフにして表示
- 良品/不良品カウンタ
- センサ類・入出力信号のアシスト
- ログデータ・リベッティンググラフ・アラーム履歴のバックアップオプション
- パラメータ・リベッティングプログラムのアップロード/ダウンロード
かしめ自動補正機能
HPP-25プロセスコントローラなら革新的で独創的なプロセスコントローラで劇的なコスト削減を実現。
リベットサンプル:ばらつき±1mm
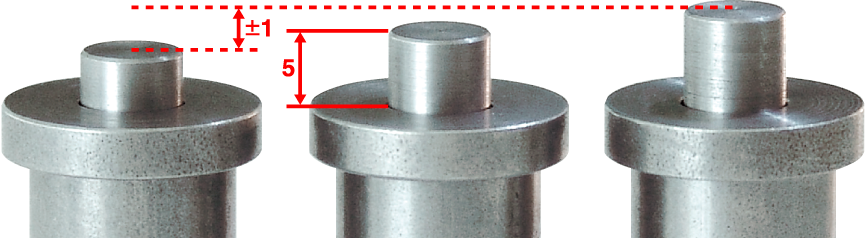
- リベット出代長さ(規定値5mm)が±1mmのばらつき有り
- リベット全数を良品(規格値許容内)に仕上げる必要がある
自動補正有り

- 65%の補正でリベットヘッドの高さが1.65-2.35mmに改良された
- ヘッド直径・仕上がり・強度特性は実質的に同一である
- リベットヘッドの寸法も交差の範囲内